Unlike the Intermediate guiding system, in uncoiler guiding system, the strip is corrected by the position error & rather the uncoiler is continuously aligned to maintain the constant position
of the strip below the sensor.
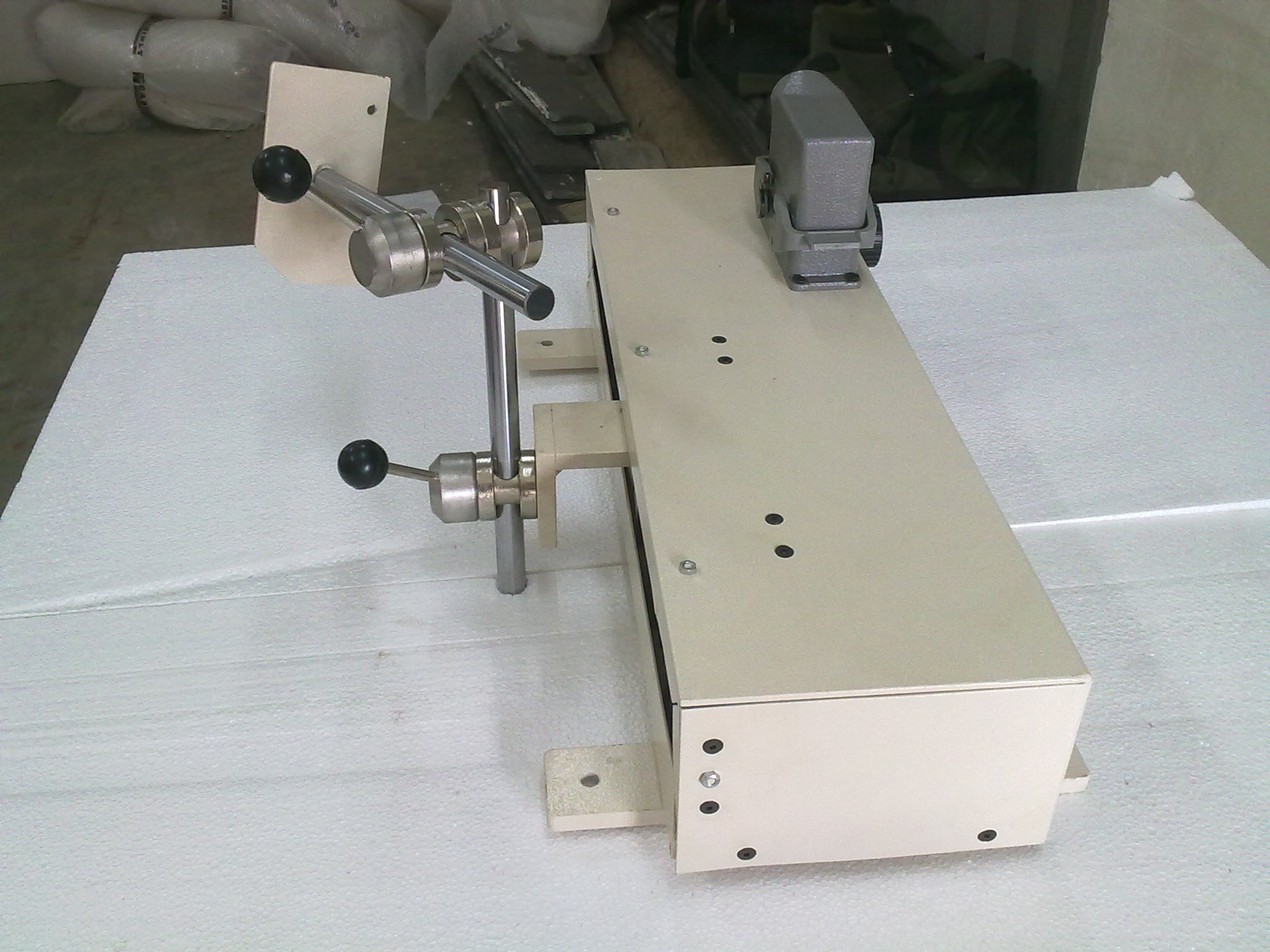
For obtaining better uncoiler guiding performance, the uncoiler must follow in perfect unison with sensor signal. The sensor to be located just sfter the deflector roll after the uncoiler. The
sufficient wrap angle of the strip on the deflector roll shall avoid lateral slippage of the strip as the uncoiler slides in its base.
For a uncoiler guiding application the uncoiler has to move in synchronism & the shifting is proportional to the lateral shift of the strip. The synchronism of uncoiler & sensor signal is achieved as follows. .
ELECTRONIC COUPLING
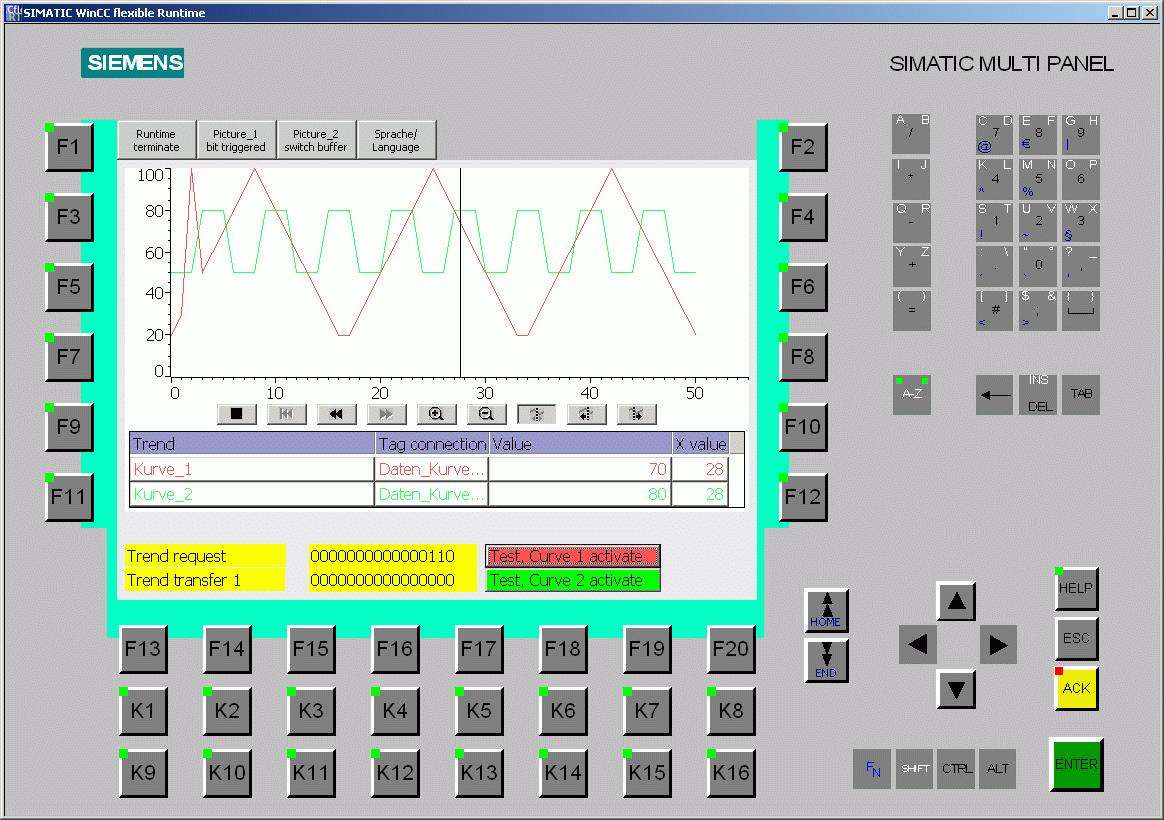
In this method of coupling the sensor is electronically locked with the strip edge. This locking is done either by seeking the sensor to the edge of the sheet, or by locating the sensor at a
particular distance from the line center. This can be done by entering the distance through the operator interface. Even the scrap width can be inserted in the operator interface.
The system can be operated in AUTO mode in two ways.
A. The strip position is corrected with reference to trimmer cutter position .
In this case the operator will feed the value of desired output strip width in mm and scrap width in mm on drive side or operator side depending on which edge the sensor is sensing. So once the
position command is given to the sensor it will position itself at a distance say X mm from line center , where X= (o/p strip width ) / 2 + scrap width.
Now the system will control uncoiler position accordingly to control strip position at cutter.
B. The strip position is maintained wherever fed by the operator.
In this case the operator will feed the strip and will give seek command to the sensor. The sensor will find the strip edge and will get locked over there and will control the uncoiler to maintain
the same strip position.
PROCESSES- Can be used in Strip Process Line like:
- Cold Roll Mill
- Hot Roll Mill
- Trimming Line
- Colour coating line
- Galvanizing line
.png)